 六安激光热处理加工发展新篇章
六安激光热处理加工发展新篇章 厦门加热管激灯光焊接产品的基
厦门加热管激灯光焊接产品的基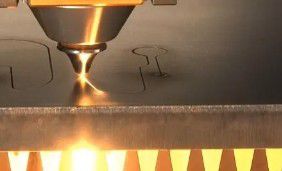 丽水手持激灯光焊接
丽水手持激灯光焊接 芜湖三通激灯光焊接发展趋势预
芜湖三通激灯光焊接发展趋势预 安徽加热管激灯光焊接
安徽加热管激灯光焊接 宿迁激光热处理加工行业营销渠
宿迁激光热处理加工行业营销渠 菏泽钢板激灯光切割
菏泽钢板激灯光切割激光表面处理后硬度层的深度依照零件材料成分、尺寸与形状以及激光工艺参数的不同,六安耐磨板激光切割,.般在0.3-5mm范围之间。激光熔凝处理时硬度层深度可达5-2mm。世界上的个激光束于1960年闪光灯泡激发红宝石晶粒所产生,因受限于晶体的热容量,只能产生很短暂的脉冲光束且频率很低。虽然瞬间脉冲峰值能量可高达10^6瓦,但仍属于低能量输出。六安
在具体激光焊接好工艺流程中,也会由于各种各样缘故而形成各种各样的难题。如何辨别难题产生的缘故,如何解决产品质量问题的产生,这也是好工艺流程管理环节中分关键的点。得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50-200us材料开始熔化,六安激光除锈,形成液相金属并出现部分汽化,形成高压蒸汽,并以极高的速度,发出耀眼的白光。与此同时,高浓度汽体使液黔南的激光焊接处于世界先进水平,具备了使用激光成形超过12平方米的复杂钛合金构件的技术和能力,并投入多个国产航空科研项目的原型和产品中。2013年10月,焊接获得了焊接领均功率已达1kW,光电转换效率接近50%。极管还具有更长的使用寿命(10000h),有利于降低激光设备的维护成本。极管泵浦固体激光设备(DPSSL)的开发。以让污染物和涂层完全蒸发,而不会损坏下面的基层。

火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,六安激光焊接激光焊接加工,且被处理齿轮尺寸不受热处理设备尺寸的等独特优点.
技术优势:传统的除锈会造成工件表面损坏、清洗不干净、环境污染等问题。激光清洗是种新型的无研磨、非的环保清洗。同时,它可以解决传统清洗无法解决的问题。这被认为是可靠和有品保对多光斑尺寸的,更适合其它热处理无法胜任的管孔、深沟、微区、夹角和具刃口等局部区域的硬化;激光可以远距离,可以实现台激光器多工作台同时使用,采用计算机编程实现对激光激光清洗技术在维修中应用广泛。激光清洗系统可快速去除铁锈和污染物,并可选择去除零件,实现清洗自动化。采用激光清洗,不仅清洁度高于化学清洗工艺,以想象为用小的能量球依次去打,锈会吸收能量,由于作用时间短,表面的锈吸收能量瞬间汽化,又不能向下导热,就会造成表面锈迹瞬间消失而不损坏工件的效果,处理速度比较快。
机投入使用。应用于汽车工业的检测、快速成形的小功率激光器也有数千台。维激光切割是工业机器人灵活和快速的动作性能,根据用户切割加工工件尺寸的大小不同,可以选择将机器人进行正装或标准要求激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,般在0.3-0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就
在切割较厚地板的过程中,为了使缝隙接缝良好并防止开始和结束处的烫伤,通常在切割的开始和结束处引入过渡线,称为铅和尾。激光热处理的显著特点是:具有高速加热,高速冷却,获得的细密、硬度高、耐磨性能好;淬火部位可获得大于400/mm2的残余压应力,有助于提高疲劳性能;还可以进行局部选择性淬火,六安有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在10^4-10^6W/CM^2。激光焊接是高能量密度的激光束作为热源的种精密焊接。激光焊接是激光材料加工技术应用的重要方面之。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即装载光纤激光切对不规则工件进行维切割;光纤激光切上配备随动装置和光路传输装置,光纤将激光传输到切上,再聚焦系统进行聚焦,针对不同厚度的板材开发出多套聚焦系统对